


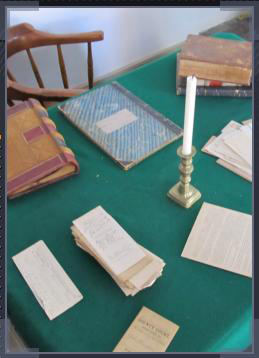
Abraham Lincoln’s Law Office Desk (1847)
Having spent several years at the E F Johnson Company I was fortunate to be at
the front lines of the inception of surface mount technology. We were the first
company in the Midwest to take delivery on a Fuji FCP-II chip-shooter, prior to that the SMT machine was
a Panasert with mechanical center fingers and only capable of placing 3216 chips. The first Fuji chip-
shooters had two vision cameras setting the standard for PCB assembly. As the end-user we became a
beta test site for the Fuji Machine Co., which, helped enhanced our communications and understanding
of the processes involved. For me this was and excellent approach to understanding complete quality
control of an assembly line with a mind set of pushing the limitations of your
equipment to achieve continuous improvement. E F Johnson was located in
Waseca, Minnesota. When I came on board they employed 1,200 people, the
employee’s had a great sense of pride in the quality of the two-way radios they
manufactured. That pride also reached many of the families in the community.
Waseca was a model city for the high tech operation of E F Johnson. The workforce
was motivated and very skilled. I could always count on the operators to know
when the process was within the limits. A little known fact, E F Johnson Co. patented the satellite radio
technology and developed the Air Phone (used today in cell phones), before selling the intellectual
property to Motorola. After the passing of Edgar F. Johnson in 1991 the company was sold to Diversified
Energies Inc., which, later was sold to Transcript International and the liquidation of assets continued till
2004 when it was renamed EFJ Inc. trading on the NASDAQ under the ticker EFJI. Today EFJI headquarters
and sales, with limited engineering, are located in Irvine, Texas. As conscientious as Edgar was about his
workforce I’m certain he wouldn’t have approved of letting manufacturing leave the wonderful small town
of Waseca, Minnesota.


1994 - E F Johnson Co.


Fuji’s come to Microtron… In 1994 I was hired by Microtron to help with the SMT production. The status of the
Tier 1 automotive supplier would be in jeopardy if quality and volume didn’t improve. My first responsibility was to
find a chip-shooter that could achieve excellent quality and high speed assembly. Off to San Jose I went, the PCB assembly mecca of America. It
was there where I evaluated and ran acceptance testing to find a Fuji on a limited budget. The first Fuji was a successful install of a re-
conditioned FCP-III that delivered exactly what was needed for the Tier 1 qualification. Soon after that we
took delivery on a new FCP-643 that produced thousands of instrument cluster boards for the Ford Explorer.
Through my past experience with Fuji’s vision files, I was able to manipulate the FCP-643 into placing 52pin
quad flatpacks thus avoiding the need for an additional placement machine. After securing another
contract with GM, building a Cadillac steering wheel switch board, we set up a third line that consisted of an
FCP-III and an FIP-II, which, was our flexible line that could assemble any mixed technology board we needed,
this was all networked to our FujiCam software for central control and up time reporting. It was truly a world
class production floor. During my five year stay at Microtron the production floor experienced explosive
growth, starting with four technicians, we then had a new facility built where I was promoted to Maintenance Supervisor. Our department grew
to 14 technicians. The experience I got supervising during that exponential growth was excellent, each technician
had their skill set that complemented the maintenance department giving us the reputation as an exceptional team.
Two years later I was then rewarded with a Process Engineering position where I was given the responsibility to
implement Microtron’s largest Ford contract to date. After that successful launch I had the opportunity to present
PFEMA’s and control charts to Ford’s Quality Engineers. We became a strong Tier 1 automotive supplier, which,
attracted Lear Corporation and they soon made the acquisition that moved all of our assembly lines to Florida in the
Spring of 2000.



In the Spring of 2000 I joined the Advanced Manufacturing Engineering (AME) team at Guidant Corporation,
which, in 2007 was acquired by Boston Scientific Corp. The AME department was an advanced group of technicians
and engineers responsible for the development and launch of all new products and processes. I felt a real privilege
to be working with such people. After finishing the release of the excising process for the new flex circuits, I was then
assigned to laser weld development. Typically the new process development consisted of performing a variety of DOE’s to establish
process parameters. During DOE testing, we tested the builds with methods such as cross-sectional analysis, pull, compression, tensile,
shear and fatigue testing. When successful results were achieved we moved on to prototype runs and writing
validation protocols to determine the peer reviewed validation test requirements. Once the validation test was
completed and signed off, a pilot run was scheduled with a large sample of units to provide real time data based on
extensive testing done during and after the pilot run. Full production was targeted for Clonmel, Ireland. Clonmel
also did concurrent pilot runs on an identical set of equipment using the process parameters we established in
Arden Hills, Minnesota. Although, this road-map to launch wasn’t new to me I was impressed with how well the
different departments such as AME, Design Engineering, Quality and Production adhered to the published timeline.
AME was the communication hub between departments with our goal being nine months to launch. Having
become quite proficient at laser welding, I spent considerable time working with the design engineers regarding
material changes and new innovations with the shear strength of the device headers. Throughout the years the
industry had always used anchor posts with snap-on headers and medical adhesive. Our “top attach” process of using over-molded
headers that had titanium tabs molded within the tecothane headers proved to be a significant break through. I developed a laser weld
program that would spot weld the tabs while the device was orientated at a 45 degree angle to the laser beam. The process improvement
virtually eliminated the chance of header failure as our shear strength went from 3.0 lbs to 22.0 lbs.
The acquisition of Guidant Corp. by Boston Scientific has not turned out ideal for Arden Hills employee’s. Although, Boston Scientific
needed to prevent Johnson & Johnson from acquiring Guidant, Boston Scientific has never recovered from the huge debt that the company
incurred during the merger. Shortly after the deal was completed Boston Scientific began selling off assets and relocated much of the AME
department to Clonmel.



Celestica is a world wide manufacturing services corporation that specializes in PCB assembly, their Arden
Hills, Minnesota location was considered their low volume, high mix plant before they consolidated the operations
and moved the contracts back to Toronto, Ontario in the Fall of 2008. As a Process Engineer I was responsible for the oversight of
Honeywell’s Aerospace products. The quality of the assemblies were considered first class; gold plated substrates, high percentage
tolerance components using anti-vibration mechanical stiffeners. Recognizing that the manual rivet operation was the cause of most
failures, I quickly upgraded the arbor presses with a torque limiter, then began designing a three axis CNC configuration that would locate
the PCB mounting holes before cycling the riveter ram to a pre-determined Z height preventing the possibility of damaging the very
expensive final assembly. Before implementation the notice of a plant shutdown prevented my completion of the CNC riveter, however,
my manager was please with the design and forwarded the AutoCAD drawings to Toronto.


The Bergquist Company is a supplier of thermal materials and thermal substrates such as keypad
membrane switches. I was hired to create AutoCAD drawings for the contract services division that offered
engineering support for a variety of electronic products. In 2009 the division was sold to the Electri-Cord Mfg. Co. and relocated to
Guadalajara, Mexico.


Education and Training History
= Associate Degree in Electronic Technology (Computer Systems Major) - Northwestern Electronics IInstitute.
=Cincinnati, Inc. 6 Axis Autoform Press Brake maintenance.
= FujiCam training at Fuji America Corp.
= Fuji CP-643 maintenance training at Fuji America Corp.
= Philips Topaz maintenance training at Philips Electronic Technology Products.
=Solidworks Essentials 2009 training.
= JIT Implementation Design training.
= Labview FPGA Application and Development training.
= Level II Laser Safety training.
= 5 ME training.
= Statistical Process Control training.
= GD&T training.
= PLC Ladder Logic training.
= Electrical Codes NFPA 70 training. Registered with State of Minnesota as a Unlicensed / Licensed Electrician.=ELN Electronic Lab Notebook training.
= Quality Circles training.


















Having spent several years at the E F
Johnson Company I was fortunate to be at
the front lines of the inception of the
surface mount technology. We were the first company
in the Midwest to take delivery on a Fuji FCP-II chip-
shooter, prior to that the SMT machine was a Panasert
with mechanical center fingers and only capable of
placing 3216 chips. The first Fuji chip-shooters had two
vision cameras setting the standard
for PCB assembly. As the end-user
we became a beta test site for the
Fuji Machine Co., which, helped
enhanced our communications and
understanding of the processes
involved. For me this was and
excellent approach to understanding complete quality
control of an assembly line with a mind set of pushing
the limitations of your equipment to achieve
continuous improvement. E F Johnson was located in
Waseca, Minnesota. When I came on board they
employed 1,200 people, the employee’s had a great
sense of pride in the quality of the two-way radios they
manufactured. That pride even reached many of the
families in the community. Waseca was a model city
for the high tech operation of E F Johnson. The
workforce was motivated and very skilled. I could
always count on the operators to know when the
process was within the limits. A little known fact, the
radio frequency technology that led to the
development of the cell phone originated from the Air
Phone that E F Johnson Co. designed and built, before
being acquired by Western Union. After the passing of
Edgar F. Johnson in 1991 the company was sold to
Diversified Energies Inc., which, later was sold to
Transcript International and the liquidation of assets
continued till 2004 when it was renamed EFJ Inc.
trading on the NASDAQ under the ticker EFJI. Today EFJI
headquarters and sales with limited engineering are
located in Irvine, Texas. As conscientious as Edgar was
about his workforce I’m certain he wouldn’t have
approved of letting manufacturing leave the wonderful
small town of Waseca, Minnesota.

Fuji’s come to Microtron… In 1994 I was hired by Microtron
to bolster SMT production, the
status of the Tier 1 automotive
supplier would be in jeopardy if quality and volume didn’t
improve. My first responsibility was to find a chip-shooter
that could achieve excellent quality and high speed
assembly. Off to San Jose I went, the PCB assembly mecca
of America. It was there where I evaluated and ran
acceptance testing to find a Fuji on a limited budget. The
first Fuji was a successful install of a FCP-III that delivered
exactly what was needed for the Tier 1 qualification. Soon
after that we took delivery on a new FCP-643 that produced
thousands of instrument cluster boards for the Ford
Explorer. Through my past experience with Fuji’s vision
files I was able manipulate the FCP-643 into placing 52pin
quad flatpacks thus avoiding the need for an additional
placement machine. After securing another contract with
GM, building a Cadillac steering wheel switch board, we
set up a third line that consisted
of an FCP-III and an FIP-II, which,
was our flexible line that could
assemble any mixed technology
board we needed, this was all
networked to our FujiCam
software for central control and
up time reporting. It was truly a world class production
floor. During my five year stay at Microtron the
production floor experienced explosive growth, starting
with four technicians, we then had a new facility built where
I was promoted to Maintenance Supervisor. Our
department grew to 14 technicians. The experience I got
supervising during that exponential growth was excellent,
each technician had their skill set that complemented the
maintenance department giving us the reputation as an
exceptional team. Two years later I was then rewarded with
a Process Engineering position where I was given the
responsibility to implement Microtron’s largest Ford
contract to date. After that successful launch I had the
opportunity to present PFEMA’s and control charts to Ford’s
Quality Engineers. We became a strong Tier 1 automotive
supplier, which, attracted Lear Corporation and they soon
made the acquisition that moved all of our assembly lines
to Florida in the Spring of 2000.

In the Spring of 2000 I joined the
Advanced Manufacturing
Engineering (AME) team at Guidant
Corporation, which, in 2007 was
acquired by Boston Scientific Corp. The AME department
was a highly skilled group of technicians and engineers
responsible for the development and launch of all new
products and processes. I felt a real privilege
to be working with such people. After finishing the
release of the excising process for the new flex circuits, I
was then assigned to laser weld development. Typically
the new process development consisted of performing a
variety of Design of Experiments (DOE) to establish process
parameters. During DOE testing we tested the builds with
methods such as cross-sectional analysis, pull,
compression, tensile, shear and fatigue testing. When
successful results were achieved we moved on to
prototype runs and writing validation protocols to
determine the peer reviewed validation test requirements.
Once the validation test was
completed and signed off, a pilot
run was scheduled with a large
sample of units to provide real time
data based on extensive testing
done during and after the pilot run.
Because our full production was
targeted for Clonmel, Ireland;
Clonmel also did concurrent pilot
runs on an identical set of equipment using the process
parameters we established in Arden Hills, Minnesota.
Although, this road-map to launch wasn’t new to me I was
impressed with how well the different departments such as
AME, Design Engineering, Quality and Production adhered
to the published timeline. AME was the communication
hub between departments with our goal being 9 months to
new product launch. Having become quite proficient at
laser welding, I spent considerable time working with the
Design Engineers regarding material changes and new
innovations regarding the shear strength of the device
headers. Throughout the years the industry had always
used anchor posts with snap-on headers and medical
adhesive. Our top attach process of using over-molded
headers that had titanium tabs molded within the
tecothane headers proved to be a significant break
through. I developed a laser weld program that would spot
weld the tabs while the device was orientated at a 45o
angle to the laser beam. The process improvement
virtually eliminated the chance of header failure as our
shear strength went from 3.0 lbs to 22.0 lbs. The
acquisition of Guidant Corp. by Boston Scientific has not
turned out ideal for Arden Hills employee’s. Although,
Boston Scientific needed to prevent Johnson & Johnson
from acquiring Guidant, Boston Scientific has never
recovered from the huge debt that the company incurred
during the merger. Shortly after the deal was completed
Boston Scientific began selling off assets and relocated
much of the AME department to Clonmel.
Celestica is a world wide manufacturing services
corporation that specializes in PCB
assembly, their Arden Hills,
Minnesota location was considered
their low volume, high mix plant before they consolidated
the operations and moved the contracts back to Toronto,
Ontario in the Fall of 2008. As a Process Engineer I was
responsible for the oversight of Honeywell’s Aerospace
products. The quality of the assemblies were considered
first class; gold plated substrates, high percentage
tolerance components and anti-vibration mechanical
stiffeners. Recognizing the manual rivet operation was
the cause of most failures I immediately fitted the arbor
presses with a torque limiter, then began designing a three
axis CNC configuration that would locate the PCB mounting
holes then cycle the riveter ram to a pre-determined Z
height, preventing the possibility of damaging the very
expensive final assembly. Although my manager was
pleased, the notice of a plant shutdown prevented
completion of the CNC riveter. However the AutoCAD
drawings were sent to Toronto for implementation.

The Bergquist Company is a
supplier of thermal materials and
thermal substrates such as keypad
membrane switches, I was hired to create AutoCAD
drawings for the contract services division that offered
engineering support for a variety of electronic products.
In 2009 the division was sold to Electri-Cord Mfg. Co. and
relocated to Guadalajara, Mexico.
Education and Training History
= Associate Degree in Electronic Technology (Computer
Systems Major) - Northwestern Electronics IInstitute.
=Cincinnati, Inc. 6 Axis Autoform Press Brake
Maintenance.
= FujiCam training at Fuji America Corp.
= Fuji CP-643 maintenance training at Fuji America Corp.
= Philips Topaz maintenance training at Philips Electronic
Technology Products.
=Solidworks Essentials 2009 training.
= JIT Implementation Design training.
= Labview FPGA Application and Development training.
= Level II Laser Safety training.
= 5 ME training.
= Statistical Process Control training.
= GD&T training.
= PLC Ladder Logic training.
= Electrical Codes NFPA 70 training. Registered with the
State of Minnesota as a Licensed / Unlicensed electrician.
=ELN Electronic Lab Notebook training.
= Quality Circles training.





